Hyrje
Deri tani,thurje rrethoreMakineritë janë projektuar dhe prodhuar për prodhimin masiv të pëlhurave të thurura. Vetitë e veçanta të pëlhurave të thurura, veçanërisht të pëlhurave të holla të bëra me procesin e thurjes rrethore, i bëjnë këto lloje pëlhurash të përshtatshme për aplikim në veshje, tekstile industriale, veshje mjekësore dhe ortopedike,tekstile automobilistike, çorape, gjeotekstile, etj. Fushat më të rëndësishme për diskutim në teknologjinë e thurjes rrethore janë rritja e efikasitetit të prodhimit dhe përmirësimi i cilësisë së pëlhurës, si dhe trendet e reja në veshjet cilësore, aplikimet mjekësore, veshjet elektronike, pëlhurat e holla, etj. Kompanitë e famshme prodhuese kanë ndjekur zhvillimet në makinat e thurjes rrethore me qëllim zgjerimin në tregje të reja. Specialistët e tekstilit në industrinë e thurjes duhet të jenë të vetëdijshëm se pëlhurat tubulare dhe pa qepje janë shumë të përshtatshme për aplikime të ndryshme jo vetëm në tekstile, por edhe në fusha mjekësore, elektronike, bujqësore, civile dhe të tjera.
Parimet dhe klasifikimi i makinave rrethore të thurjes
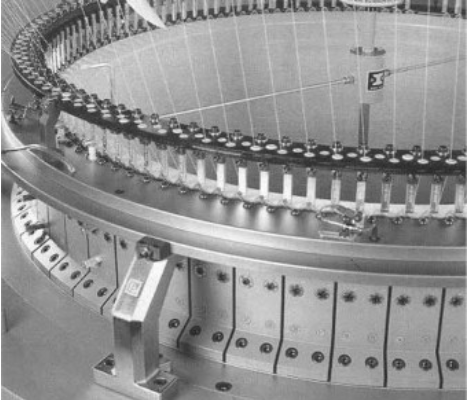
Ekzistojnë shumë lloje makinash thurjeje rrethore që prodhojnë pjesë të gjata të pëlhurës tubulare të prodhuara për përdorime specifike përfundimtare.Makinë thurjeje e rrumbullakët me një xherse të vetmejanë të pajisura me një 'cilindër' të vetëm gjilpërash që prodhon pëlhura të thjeshta, me diametër rreth 30 inç. Prodhimi i leshit nëMakinë thurjeje e rrumbullakët me një xherse të vetmetenton të jetë i kufizuar në 20 gauge ose më të trashë, pasi këto gauge mund të përdorin fije leshi të dyfishta. Sistemi cilindrik i makinës së thurjes tubulare me një xherse është demonstruar në Fig. 3.1. Një tjetër tipar i natyrshëm i pëlhurave të leshta me një xherse është se skajet e pëlhurës tentojnë të përkulen nga brenda. Ky nuk është problem ndërsa pëlhura është në formë tubulare, por pasi të pritet mund të krijojë vështirësi nëse pëlhura nuk është përfunduar siç duhet. Makinat me lak Terry janë baza për pëlhurat prej leshi që prodhohen duke thurur dy fije në të njëjtën qepje, një fije të bluar dhe një fije me lak. Këto lak të spikatur më pas krehen ose ngrihen gjatë përfundimit, duke krijuar një pëlhurë leshi. Makinat e thurjes me fije janë makina thurjeje me pëlhurë me një xherse që janë përshtatur për të kapur një copë tëfibër e qëndrueshmer në strukturën e thurur.
Makina thurjeje me xherse të dyfishtë(Fig. 3.2) janë makina thurjeje me një xherse të vetme me një 'rrotë' që përmban një grup shtesë gjilpërash të pozicionuara horizontalisht ngjitur me gjilpërat vertikale cilindrike. Ky grup shtesë gjilpërash lejon prodhimin e pëlhurave që janë dy herë më të trasha se pëlhurat me një xherse të vetme. Shembuj tipikë përfshijnë strukturat me bazë ndërthurjeje për veshje të brendshme/shtresa bazë dhe pëlhura brinjë 1 × 1 për geta dhe produkte veshjesh të sipërme. Mund të përdoren fije shumë më të holla, pasi fijet e vetme nuk paraqesin problem për pëlhurat e thurura me dy xherse.
Parametri teknik është themelor për klasifikimin e makinës së thurjes rrethore prej likra xhersi. Madhësia është hapësira e gjilpërave dhe i referohet numrit të gjilpërave për inç. Kjo njësi matëse tregohet me një E të madhe.
Makineritë rrethore të thurjes prej xherseje, të disponueshme tani nga prodhues të ndryshëm, ofrohen në një gamë të gjerë madhësish kalibri. Për shembull, makinat me shtrat të sheshtë janë të disponueshme në madhësi kalibri nga E3 deri në E18, dhe makinat rrethore me diametër të madh nga E4 deri në E36. Gama e gjerë e kalibreve plotëson të gjitha nevojat e thurjes. Natyrisht, modelet më të zakonshme janë ato me madhësi kalibri të mesëm.
Ky parametër përshkruan madhësinë e zonës së punës. Në makinën e thurjes rrethore prej xhersi, gjerësia është gjatësia operative e shtretërve të matur nga brazda e parë deri te brazda e fundit dhe normalisht shprehet në centimetra. Në makinën e thurjes rrethore prej xhersi likra, gjerësia është diametri i shtretërve i matur në inç. Diametri matet në dy gjilpëra të kundërta. Makinat e thurjes rrethore me diametër të madh mund të kenë një gjerësi prej 60 inç; megjithatë, gjerësia më e zakonshme është 30 inç. Makinat e thurjes rrethore me diametër të mesëm kanë një gjerësi prej rreth 15 inç, dhe modelet me diametër të vogël janë rreth 3 inç në gjerësi.
Në teknologjinë e makinave të thurjes, sistemi bazë është grupi i komponentëve mekanikë që lëvizin gjilpërat dhe lejojnë formimin e lakut. Shpejtësia e prodhimit të një makine përcaktohet nga numri i sistemeve që ajo përfshin, pasi çdo sistem korrespondon me një lëvizje ngritëse ose ulëse të gjilpërave, dhe për këtë arsye, me formimin e një kursi.
Lëvizjet e sistemit quhen kama ose trekëndësha (duke u ngritur ose ulur sipas lëvizjes që rezulton nga gjilpërat). Sistemet e makinave me shtrat të sheshtë janë të rregulluara në një komponent makine të quajtur karrocë. Karroca rrëshqet përpara dhe prapa në shtrat në një lëvizje reciproke. Modelet e makinave që janë aktualisht në dispozicion në treg paraqesin midis një dhe tetë sistemeve të shpërndara dhe të kombinuara në mënyra të ndryshme (numri i karrocave dhe numri i sistemeve për karrocë).
Makinat rrethore të thurjes rrotullohen në një drejtim të vetëm, dhe sistemet e ndryshme shpërndahen përgjatë perimetrit të shtratit. Duke rritur diametrin e makinës, është e mundur të rritet numri i sistemeve dhe për rrjedhojë numri i shtresave të futura për çdo rrotullim.
Sot, makinat e thurjes rrethore të mëdha janë të disponueshme me një numër diametrash dhe sistemesh për inç. Për shembull, konstruksionet e thjeshta si qepja xhersi mund të kenë deri në 180 sisteme; megjithatë, numri i sistemeve të përfshira në makinat rrethore me diametër të madh normalisht varion nga 42 në 84.
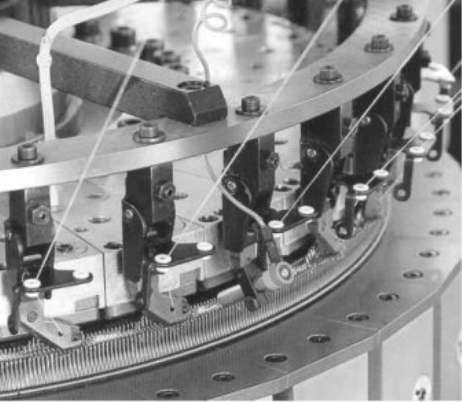
Fija që u jepet gjilpërave për të formuar pëlhurën duhet të përçohet përgjatë një shtegu të paracaktuar nga bobina në zonën e thurjes. Lëvizjet e ndryshme përgjatë kësaj shtegu drejtojnë fillin (udhëzuesit e fillit), rregullojnë tensionin e fillit (pajisjet e tensionimit të fillit) dhe kontrollojnë për këputje eventuale të fillit.
Filli hiqet nga bobina e vendosur në një mbajtëse të posaçme, të quajtur grep (nëse vendoset pranë makinës) ose një raft (nëse vendoset sipër saj). Filli më pas drejtohet në zonën e thurjes përmes udhëzuesit të fillit, i cili zakonisht është një pllakë e vogël me një vrimë çeliku për mbajtjen e fillit. Për të arritur dizajne të veçanta si efektet intarsia dhe vanisé, makina e rrathëve të tekstilit është e pajisur me udhëzues të posaçëm të fillit.
Teknologjia e thurjes së çorape
Për shekuj me radhë, prodhimi i çorapit ishte shqetësimi kryesor i industrisë së thurjes. Makineritë prototip për thurje me formë të hollë, rrethore, të sheshtë dhe të modeluar plotësisht u krijuan për thurjen e çorapit; megjithatë, prodhimi i çorapit është përqendruar pothuajse ekskluzivisht në përdorimin e makinave rrethore me diametër të vogël. Termi 'çorape' përdoret për rrobat që mbulojnë kryesisht gjymtyrët e poshtme: këmbët dhe shputat. Ekzistojnë produkte të imëta të bëra ngafije shumëfilamentëshenë makina thurjeje me 24 deri në 40 gjilpëra për 25.4 mm, siç janë çorapet dhe getat e holla për gra, dhe produkte të trasha të bëra nga fije të tjerrura në makina thurjeje me 5 deri në 24 gjilpëra për 25.4 mm, siç janë çorapet, çorapet deri në gju dhe geta të trasha.
Pëlhurat pa qepje me trashësi të hollë për femra thuren në një strukturë të thjeshtë në makina thurjeje me një cilindër të vetëm me lavamanë mbajtës. Çorapet për burra, gra dhe fëmijë me një strukturë me brinjë ose me gërsheta thuren në makina me dy cilindra me thembër dhe majë të kthyer në të kundërt që mbyllen me anë të lidhjes. Një çorape me gjatësi mbi pulpë mund të prodhohet në një specifikim tipik makine me diametër 4 inç dhe 168 gjilpëra. Aktualisht, shumica e produkteve të çorapit pa qepje prodhohen në makina thurjeje rrethore me diametër të vogël, kryesisht midis E3.5 dhe E5.0 ose me hapa gjilpërash midis 76.2 dhe 147 mm.
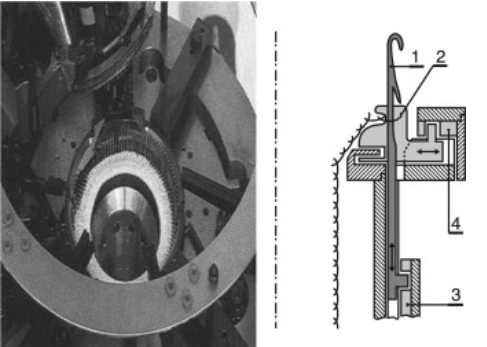
Çorapet sportive dhe të përditshme me një strukturë bazë të thjeshtë tani zakonisht thuren në makina me një cilindër të vetëm me fundamente mbajtëse. Çorapet më formale të thjeshta me brinjë mund të thuren në makina me cilindra dhe brinjë të dyfishta të quajtura makina 'me brinjë të vërteta'. Figura 3.3 paraqet sistemin e thurjes dhe elementët e thurjes së makinave me brinjë të vërteta.
Koha e postimit: 04 shkurt 2023